兴瑞泵业有限公司
专业水泵生产30年
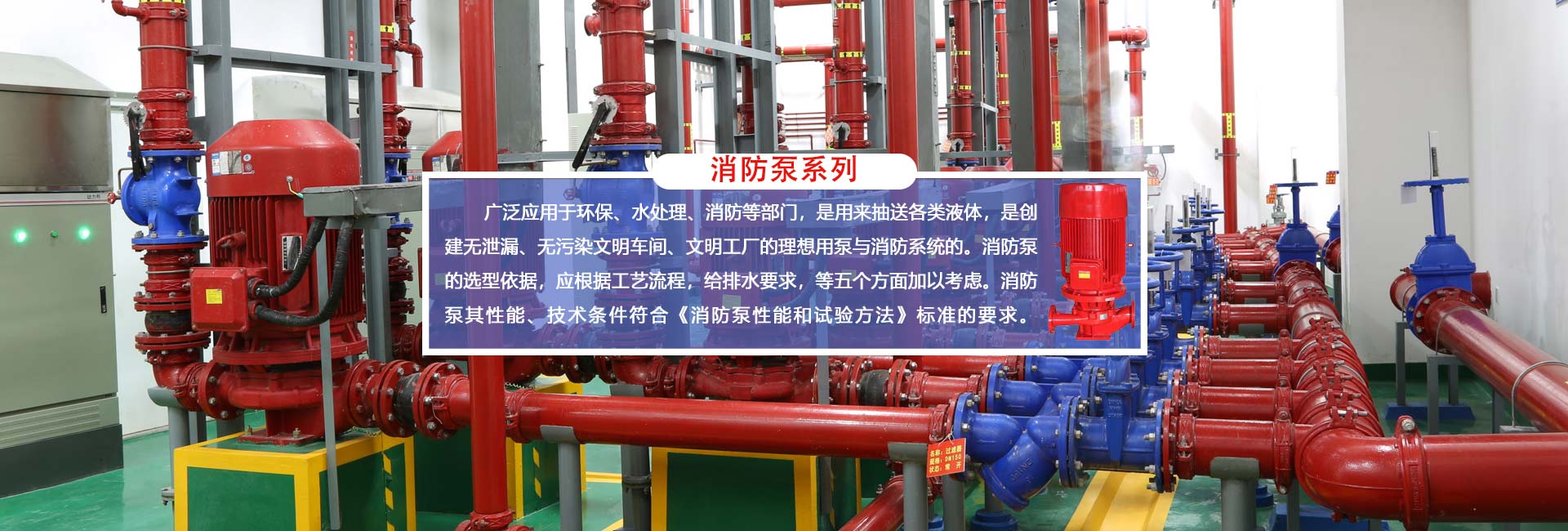
离心泵专业用泵供应商
应急抢险救灾涉水设备供应商
全国服务热线13355221645
全国服务热线13355221645


世界先进制造技术不断兴起,超高速切削、超精密加工等技术的应用,柔性制造系统的迅速发展和计算机集成系统的不断成熟,对数控加工技术提出了更高的要求。为适应这种情况,数控机床正朝着以下几个方面发展。 以车削为基础的复合加工机床 这类机床在卧式车削中心和立式车削中心的基础上集成了铣削、钻削和攻丝、镗削、磨削以及滚齿和插齿等工艺方法,成为卧式或立式车铣复合加工机床。具有代表性的有奥地利WFLMillTunTechnologies公司的M65和M60-G;日本MAZAK公司的100Ⅲ、200Ⅲ、300Ⅲ系列,QTN100MS、250MSY、350M系列;德国IN鄄DEX公司的TRAUBTNX65;DMG公司的TWIN65等多种卧式车铣复合加工机床。 奥地利WFLMillTunTechnologies公司在展览会展出的M65卧式车铣复合加工机床具有一定的代表性。该机床总体采用传统卧式车床布局形式,床身采用高刚性的60°斜式床身结构,导轨为特殊设计的大尺寸直线导轨具有高刚性和优良的抗振性。床身左端为车削主轴箱,具备C轴功能。右端为尾座装置。斜式床身上部是车、铣、镗主轴装置,可沿纵向(Z轴)、横向(X轴)、径向(Y轴)进行直线运动和B轴的摆动回转运动。此外,B轴还可以2.5°为单位分度,具有进行旋风车铣粗加工的能力。斜式床身的下部是一个在纵向和横向均可机动控制的中心支架,用于端面和镗内孔加工不能使用尾座装置时支撑工件。而M60-G在此位置是一个双刀盘式的车削回转刀架,在纵(Z1)轴、横向(X1轴)均可参与联动加工。因而该机床具备X、Y、Z、B和C多轴插补联动功能,在无人干预的情况下,进行车削、钻孔、铣削、磨削、枪钻、内外齿加工、车铣、圆弧铣削等加工任务。该机床在主轴箱后面配备一个多达120把刀位的无磨损、免维护盘式刀库取代传统的链式刀库,可存放长达900mm、重达20kg的刀具。换刀位置位于机床左端主轴箱主轴的上方,为减少换刀时车铣主轴往返移动带来的非生产性时间浪费,换刀位置在全纵向行程内编程置于程序库内。机床车铣主轴的下方配置的第二个刀具支撑附件采用独特坚固的燕尾槽结构,可以安装深孔钻刀杆、WFL系列镗刀杆、整体钻头、内型腔加工动力刀具和特殊型面镗刀等远大于标准刀具尺寸的大型刀具。在机床右端主轴上方设有换刀台,可自动存取最多两把,长度可达1550mm、重达150kg的大型刀具。深孔镗刀杆和内型腔加工动力刀具可装载多种加工刀具,可直接由左端刀库取刀,并且可由一独立的机床滑门操作,无需中断加工。对工件内、外圆同时进行加工时,可以达到极高的同轴度,同时又能保证镗孔和铣削表面的位置精度。 以铣削为基础的复合加工机床 这类机床在卧式加工中心和立式加工中心的基础上集成了车削、钻削和攻丝、镗削、磨削以及滚齿和插齿等工艺方法成为卧式或立式铣车复合加工机床。如日本MAZAK公司的INTEGREXe-800V/5、e-1550V10卧式铣车复合加工机床,在五轴卧式加工中心的工作台增加回转车削功能,可以在一次装卡下对圆型盘类零件实现车、铣等工序的完全加工。INTE鄄GREXe-500HS立式铣车复合加工机床则在机床左右两端各设一个带卡盘的回转主轴,右端卡盘可在轴向伸缩,可对长轴类零件进行顶卡加工,也可在左右两端同时进行对两个短轴类零件的车、铣等工序的加工工作。
高速度、高精度化 速度和精度是数控机床的两个重要指标,它直接关系到加工效率和产品质量。 目前,数控系统采用位数、频率更高的处理器,以提高系统的基本运算速度。同时,采用超大规模的集成电路和多微处理器结构,以提高系统的数据处理能力,即提高插补运算的速度和精度。并采用直线电机直接驱动机床工作台的直线伺服进给方式,其高速度和动态响应特性相当优越。采用前馈控制技术,使追踪滞后误差大大减小,从而改善拐角切削的加工精度。 为适应超高速加工的要求,数控机床采用主轴电机与机床主轴合二为一的结构形式,实现了变频电机与机床主轴一体化,主轴电机的轴承采用磁浮轴承、液体动静压轴承或陶瓷滚动轴承等形式。目前陶瓷刀具和金刚石涂层刀具已开始得到应用。 多功能化配有自动换刀机构(刀库容量可达100把以上)的各类加工中心配有自动换刀机构的各类加工中心可实现在同一台机床上同时进行铣削、镗削、钻削、车削、铰削、扩孔、攻螺纹等多道工序,现代数控机床可采用多主轴、多面体切削,即同时对一个零件的不同部位进行不同方式的切削加工。数控系统由于采用了多CPU(计算机中心处理装置)结构和分级中断控制方式,即可在同一台机床上同时进行加工和程序编制,实现所谓的"前台加工,后台编辑"。为了适应柔性制造系统和计算机集成系统的要求,数控系统具有远距离串行接口,甚至可以联网,实现数控机床之间的数据通信,也可直接对多台数控机床进行控制。 引进自适应控制技术 智能化现代数控机床将引进自适应控制技术,根据切削条件的变化,自动调节工作参数,使加工过程中能保持最佳工作状态,从而得到较高的加工精度和较好的表面粗糙度,同时也能提高刀具的使用寿命和设备的生产效率。具有自诊断、自修复功能,在整个工作状态中,系统随时对CNC系统本身以及与其相连的各种设备进行自诊断、检查。一旦出现故障,立即采用停机等措施,并进行故障报警,提示发生故障的部位、原因等。还可自动使故障模块脱机,而接通备用模块,以确保无人化工作环境的要求。为实现更高的故障诊断要求,其发展趋势是采用人工智能专家诊断系统。 数控系统将采用更高集成度的电路芯片,利用大规模或超大规模的专用及混合式集成电路,以减少元器件的数量来提高可靠性。通过硬件功能软件化,以适应各种控制功能的要求,同时采用硬件结构机床本体的模块化、标准化、通用化及系列化,使得既提高硬件生产批量、又便于组织生产和质量把关。还可通过自动运行启动诊断、在线诊断、离线诊断等多种诊断程序,实现对系统内硬件、软件和各种外部设备进行故障诊断和报警。利用报警提示,及时排除故障;利用容错技术,对重要部件采用"冗余"设计,以实现故障自恢复;利用各种测试、监控技术,当生产超程、刀具损坏、干扰、断电等各种意外发生时,自动进行相应的保护。
兴瑞泵业主营:离心泵,管道泵,单级泵,多级泵,双吸泵(中开泵),锅炉给水泵,高压泵,循环泵,化工泵,冷凝泵,疏水泵,吸沙泵,自吸泵,渣浆泵,潜污泵(潜水排污泵),排水泵,煤水泵,液下泵,泥浆泵,注水泵,热油泵,混流泵,轴流泵,旋涡泵,螺杆泵,消防泵,供水设备, 齿轮泵,磁力泵, 隔膜泵,真空泵,真空泵机组,液环泵,水环真空泵,喷射泵,往复泵, 活塞泵,齿轮泵,潜水泵,深井泵, 配水闸阀,柴油机泵,应急泵 等产品,有良好的售后服务和优质的解决方案,欢迎来电洽谈13355221645。
兴瑞泵业是以原国有大型企业博山水泵厂改制组建的股份有限公司。企业确立了“强化实行股份制运作,实施名牌战略,多元发展战略,按集团化经营,按国际惯例管理,强化整体竞争能力”的基本方针,努力向高科技、集约型、多元化经营的企业集团发展。兴瑞泵业主要生产经营系列离心泵,其产品具有40年水泵行业之经验。选型定制更专业,是广大用户的不二选择。“博山水泵好,全国都知道”!
来自博山的兴瑞泵业,是沿用山东博泵科技(原博山水泵厂)的图纸、工艺、加工、装配、质检统一生产经营。公司产品素以工艺精湛、性能稳定可靠、质量优良享誉国内外市场。现拥有离心清水泵、化工泵、耐腐蚀泵、石油化工流程泵、杂质泵、混流泵、真空泵、煤水泵、空调泵、管道泵、高速高压泵、自动给水成套设备等46个系列280个品种3000余种规格的泵类产品 以及各种规格的配水闸阀。
公司秉承“质量是企业的生命”这一核心理念,以“客户至上”为战略方针,确保每一件产品合格出厂,并配合完善的售后服务体系以及多台24小时技术支持电话,为产品的使用保驾护航。
公司全系产品目前服务于多家上市公司和知名企业(排名不分选后):兖矿集团、鲁西集团、华英集团、青岛华骏集团、伊利集团、银川神华集团、泰丰集团、龙口矿业集团、山东西王集团、大连左垣集团、天津东大化工集团、深圳市政集团、河北迎新集团、青岛九联集团、潍坊中化集团、河南华英集团、武汉三江集团、山东富安集团、临沂常林集团、济南建工集团、淄博矿业集团、鞍山合成集团、枣庄潍焦集团、中电建集团、河南能源化工集团、兴发集团、宜化集团等企业,并给予了一致好评。
热线电话:13355221645
联系人:李先生
手机:13678642718
邮箱:772836964@qq.com
总部地址:山东淄博博山工业园

联系电话
微信扫一扫







